Additive Verfahren für Kunststoffe
Kunststoff ist das mit Abstand meistgenutzte 3D-Druck-Material. Seit der Erfindung des 3D-Drucks ist eine hohe Bandbreite an verschiedenen Herstellverfahren entstanden.
Bei FIT haben Sie Zugriff auf einen umfangreichen Maschinenpark mit Anlagen verschiedenster Hersteller, auf etablierte Verfahren in hohen Kapazitäten, aber auch auf schwer zu findende Spezialverfahren. Bei jedem Verfahren, das wir Ihnen anbieten, können Sie sich auf unsere Expertise verlassen: Die Verfahren sind validiert und alle Prozesse unterliegen einer ausgefeilten Qualitätskontrolle.
Auch das Materialspektrum ist äußerst vielfältig und wird laufend erweitert, so dass für nahezu jede Anwendung die passenden Materialeigenschaften erzielt werden können. Zum Einsatz kommen bei FIT Pulver, Granulat, Filament und Harz. Damit sind wir in der Wahl der Mittel von Verfahren bis Material für jeden Zweck ultimativ flexibel.
- Selektives Lasersintern (PBF-LB/P)
- Stereolithographie (SLA)
- Masked Stereolithography Apparatus (MSLA)
- Digital Light Processing (DLP)
- Selective Absorption Fusion (SAF)
- PolyJet
- Fused Deposition Modeling (FDM)

Selektives Lasersintern (PBF-LB/P)

Verfahrensbeschreibung
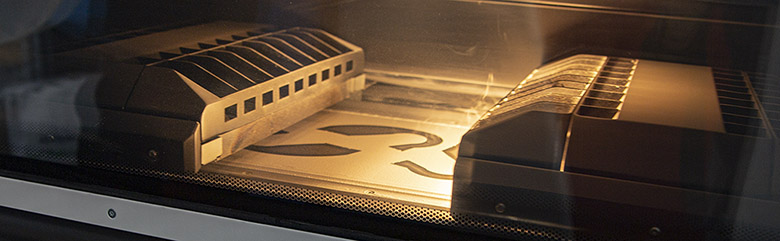
Beim Selektiven Lasersintern (SLS), das zur Familie der Laser Powder Bed Fusion-Verfahren (PBF-LB/P) zählt, wird Kunststoffpulver vollflächig auf eine Bauplattform aufgebracht. Ein CO2-Laser erhitzt die Kunststoffpartikel an vorgegebenen Koordinaten bis kurz vor ihren Schmelzpunkt, wodurch sie sich miteinander verbinden. Nach Fertigung einer Schicht wird die Bauplattform abgesenkt, eine neue Schicht Pulver aufgebracht und das Bauteil so dreidimensional hergestellt. Im Gegensatz zur Stereolithographie (SLA) oder dem PolyJet-Verfahren lassen sich komplexe Geometrien mit Hinterschnitten oder Überhängen ohne Stützstrukturen bauen, da die Bauteile aufgrund der hohen Wärme im Bauraum im kompakten Pulverbett durch das sie umgebende Material gestützt werden. Dadurch lassen sich zum Beispiel auch ineinander verzahnte, bewegliche Teile in einem Stück fertigen.
Top-Verfahren für Kunststoffbauteile
Mit Selektivem Lasersintern können Bauteile hergestellt werden, die über eine hohe Temperaturbeständigkeit verfügen und deren gute mechanische Eigenschaften über die Lebensdauer nicht altern. Die Bauteile verfügen über eine relativ raue (Ra ~13 μm), körnige Oberfläche, die sich sehr gut nachbearbeiten lässt. Aufgrund einer minimalen Wandstärke von 0,7 mm sind dünnwandige und komplexe Geometrien möglich. SLS eignet sich deshalb ideal z.B. für:
- Leichte und passgenaue Orthesen und Prothesen in der Medizintechnik
- Prototypen für die Automobilindustrie
- Die bedarfsgerechte Fertigung schwer zu beschaffender Ersatzteile für die Bahn
Angebot einholen >
Ansprechpartner kontaktieren >
Stereolithographie (SLA)

Verfahrensbeschreibung
Bei der Stereolithographie (SLA), dem ersten und ältesten 3D-Druckverfahren, wird ein duroplastisches Kunst- oder Epoxidharz (Photopolymer) durch einen ultravioletten Laserstrahl, der über bewegliche Spiegel entlang der Bauteilkonturen geführt wird, ausgehärtet. Ist die Schicht komplett ausgehärtet, wird der Bauraum abgesenkt, eine neue Schicht aufgetragen und das Bauteil so dreidimensional aufgebaut. Zur Fixierung der Bauteile in dem flüssigen Bauraum sind Stützstrukturen erforderlich, die im Nachgang manuell entfernt werden. Je nach Material erfolgt abschließend ein Aushärtungsprozess mittels UV-Behandlung, um die äußere Oberfläche der Bauteile vollständig zu verfestigen. Nachdem die Lichtempfindlichkeit des Materials permanent gegeben ist, kommt es über die Zeit zu einer Verfärbung der Bauteile, weshalb eine Nachbehandlung der Oberflächen in manchen Fällen erforderlich ist.
Filigrane Strukturen und beste Oberflächenqualität
Mit Stereolithographie können hochgradig isotrope, wasserdichte und temperaturbeständige Bauteile hergestellt werden, die über eine sehr hohe Detailauflösung, Genauigkeit und sehr glatte Oberflächen (Ra ~2 μm) verfügen. Aufgrund einer minimalen Wandstärke von 0,7 mm sind dünnwandige und komplexe Geometrien möglich. SLA eignet sich deshalb ideal z.B. für:
- Design- und Konzeptmodelle im Rahmen der Produktentwicklung
- Funktionsprototypen zur Prüfung der Form- oder Passgenauigkeit
- Zahn- oder Kiefermodelle für die Herstellung von Implantaten oder Spangen
- Ohrabformungen für die Hörgeräteindustrie
- Die Herstellung von Urmodellen (z.B. für den Vakuumguss)
Angebot einholen >
Ansprechpartner kontaktieren >
Masked Stereolithography Apparatus (MSLA)

Verfahrensbeschreibung
MSLA (Masked Stereolithography Apparatus) ist ein Verfahren aus der Familie der harzbasierten 3D-Druck-Technologien und kombiniert das Prinzip der Stereolithographie mit modernster Displaytechnologie, um präzise und hochauflösende Modelle zu erstellen. Zentrales Element des MSLA-Verfahrens ist ein LCD-Display, das als abschattende Maske dient und so eine partielle Belichtung des flüssigen Materials ermöglicht. Der Bildschirm befindet sich dabei zwischen der Lichtquelle und dem mit photosensitiven Harz gefüllten Behälter. Er ist nur an den für die jeweilige Bauteilfertigung definierten Bereichen für das UV-Licht durchlässig. An den belichteten Stellen reagiert das Harz auf das UV-Licht und härtet durch Polymerisation aus. Sobald eine Schicht fertiggestellt ist, wird die Bauplattform um 50 μm angehoben und der Prozess wird für die nächste Schicht wiederholt, bis das Objekt fertig aufgebaut ist. Das flüssig gebliebene Harz kann gereinigt dem Produktionsprozess wieder zugeführt werden.
Extrem feine Detailauflösung
Ein wesentlicher Vorteil des MSLA-Verfahrens ist seine Geschwindigkeit, da pro Druckvorgang das ganze Harzbecken belichtet wird und die Bauteilkonturen nicht wie bei traditionellen SLA-Verfahren von einem Laserpunkt abgefahren werden müssen. Dank der neuen 12K-Display-Technologie bietet MSLA eine beeindruckende Auflösung. Dadurch lassen sich Bauteile mit komplexen Geometrien und feinsten Details sowie perfekten Oberflächen herstellen. Aufgrund der werkzeuglosen Fertigung ist MSLA in vielen Fällen eine wirtschaftlich attraktive Variante zum Spritzguss. MSLA eignet sich deshalb ideal z.B. für:
- Serienbauteile
- Individualisierte Stifthülsen
- Sonderanfertigungen für Sprüh- und Schutzkappen
- Fashion, Brillengestelle und Modeschmuck
- Einmalwerkzeuge für Formschäumen mit sehr guten Oberflächen
Angebot einholen >
Ansprechpartner kontaktieren >
Digital Light Processing (DLP)

Verfahrensbeschreibung
Das Digital Light Processing (DLP) verwendet ein flüssiges Photopolymer, das durch UV-Lichtprojektion ausgehärtet wird. Im Gegensatz zur Stereolithographie (SLA) dringt das Licht dabei nicht von oben, sondern von unten durch den transparenten Boden der Bauplatte in das Material ein (Bottom-Up-Verfahren). Das Bauteil wird so Schicht für Schicht belichtet und nach oben aus dem Bauraum heraus gezogen. Beim DLP-Verfahren wird die Auflösung der Bauteile durch das Fertigungsvolumen (Größe des Harztanks) sowie die Auflösungsqualität der Lichtquelle (Projektor) definiert. Je höher die Auflösung der Lichtquelle und je dünner die Schichten, desto feiner ist der Detaillierungsgrad des Bauteils. Da das Material vollflächig belichtet wird, sind bei DLP höhere Aufbauraten als bei SLA möglich. Nach der Fertigung werden die Bauteile in der Regel thermisch nachgehärtet. Außerdem werden geometrieabhängige Stützstrukturen mechanisch entfernt. DLP findet aktuell in zahlreichen Branchen Anwendung, wie z.B. in der Dentaltechnik, der Schmuckindustrie oder der Luft- und Raumfahrt.
Perfektion im Detail – auch in Serie
Mit DLP lassen sich Bauteile mit einer Aufbaurate von bis zu 100 mm/h herstellen, die durch einen extrem hohen Detaillierungsgrad, scharfe Konturen und sehr glatte Oberflächen überzeugen. Aufgrund der zur Verfügung stehenden Materialvielfalt können feste und haltbare Werkstoffe mit thermoplastikähnlichem Verhalten, gummiähnliche, gießbare, hitzebeständige und biokompatible Materialien werkzeuglos und präzise verarbeitet werden. Insofern ist DLP nicht nur aus qualitativer Sicht, sondern auch aus Kostengründen eine echte Alternative zum konventionellen Spritzguss und eignet sich ideal für die Herstellung von:
- Prototypen mit hohen Anforderungen an die Oberflächenqualität
- Klein- oder Vorserien aus Hochleistungsmaterial
- Formen- bzw. Werkzeugbau
Angebot einholen >
Ansprechpartner kontaktieren >
Selective Absorption Fusion (SAF)

Verfahrensbeschreibung
Beim neuen SAF-Verfahren wird, analog zum Selektiven Lasersintern (PBF-LB/P), ein Bett aus Polyamidpulver verwendet. Die schichtweise Verbindung der Pulverpartikel wird aber nicht über einen Laser, sondern über eine infrarotempfindliche Energieabsorptionsflüssigkeit erreicht, ein sog. High Absorbing Fluid. Der Auftrag dieses Binders erfolgt selektiv über piezoelektrische Industriedruckköpfe, das Aushärten geschieht mit IR-Licht. Ein spezielles Wärmemanagement über das gesamte Pulverbett gewährleistet eine konstant reproduzierbare Teilequalität selbst bei feinen Details, flachen Bereichen und großen, gleichmäßigen und glatten Oberflächen.
Höchste Präzision bei feinen Kunststoffgeometrien
SAF ist ein in hohem Maße industrietaugliches Verfahren, das homogene Polyamid-Bauteile auch bei äußerst kleinen, feinen Geometrien erzielt. Die maximale Bauteilgröße liegt bei 315 x 208 x 293 mm, die Schichtstärke beträgt 100 μm. Für die Serienfertigung verspricht SAF Genauigkeit, Wiederholbarkeit und Prozesskontrolle, die in der industriellen Fertigung heute unerlässlich sind. Die hohe Produktionskapazität ergibt sich daraus, dass Drucken und Verschmelzen in einem Arbeitsgang stattfinden, sowie durch eine hohe Bestückungsdichte. Das Verfahren strebt danach, wettbewerbsfähig mit Spritzguss zu sein und gestattet Stückzahlen im Bereich von mehreren hundert bis tausend Bauteilen. Selective Absorption Fusion eignet sich ideal z.B. für:
- Steckverbinder, Scharniere, Kabelhalter
- Elektronikgehäuse, Abdeckungen und Luftkanäle
- Präzise Endbauteile aus der Handelsgüter-, Automobil-, Konsumartikel- und Elektronikbranche
Angebot einholen >
Ansprechpartner kontaktieren >
PolyJet
Verfahrensbeschreibung
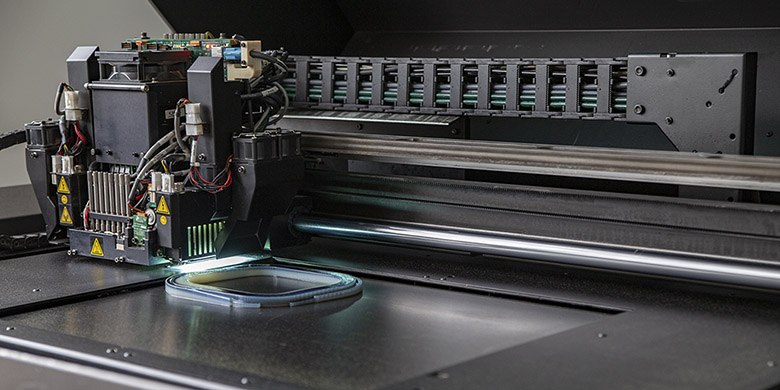
Beim PolyJet-Verfahren, das auch unter dem Namen Fine Layer Technique (FLT) bekannt ist, wird ein flüssiges Photopolymer aus einem Tintenstrahl-Druckkopf entlang der Bauteilkonturen auf die Bauplattform gesprüht und sofort im Anschluss mittels UV-Licht ausgehärtet. Anschließend wird der Bauraum abgesenkt und die nächste Schicht des Bauteils aufgebracht. Je nach Geometrie des Bauteils benötigt Binder Jetting Stützstrukturen, um das Bauteil an der Bauplattform zu befestigen und Überhänge abzustützen. Das Besondere an diesem Verfahren ist, dass Bauteile vollfarbig oder texturiert hergestellt und mehrere Materialien mit unterschiedlichen Eigenschaften (z.B. fest und flexibel) gleichzeitig in einem Arbeitsgang aufgetragen werden können. Somit lassen sich Bauteile mit ganz unterschiedlichen Eigenschaften und Wirkungen erzeugen.
Realistische, vollfarbige Prototypen
Mit PolyJet können Bauteile mit einer Schichtstärke von 14 μm bzw. 27 μm und einer Maßgenauigkeit von +/- 0,1 % mit sehr glatten (Ra ~6 μm), porenfreien Oberflächen hergestellt werden, die sich durch Schleifen oder Polieren sehr gut veredeln lassen. Aufgrund einer minimalen Wandstärke von 0,5 mm sind dünnwandige und komplexe Geometrien möglich. PolyJet eignet sich deshalb ideal z.B. für:
- Designprototypen
- Kunstwerke
- Präsentations- und Messemodelle
- Absolut fotorealistische Abbilder von Originalen, dank CAPPS.IT, einem Zusatzservice der FIT, der Farbechtheit garantiert
Angebot einholen >
Ansprechpartner kontaktieren >
Fused Deposition Modeling (FDM)
Verfahrensbeschreibung
FDM ist zwar nicht das älteste, wohl aber das bekannteste 3D-Druck-Verfahren. Es wurde Ende der 1980er Jahre entwickelt und ist heute eine sehr ausgereifte und stabile Technologie. Das Verfahren ähnelt dem einer Heißklebepistole. Ein drahtförmiges, thermoplastisches Filament wird in einem Extruder bis an den Schmelzpunkt erhitzt und in flüssiger Form entlang der Bauteilkonturen auf eine Bauplattform abgelegt. Dabei härtet das Material schnell durch Abkühlen aus, so dass die nächste Schicht aufgebracht und das Bauteil so schichtweise mit einer Schichtstärke von 0,15 mm bis 0,3 mm (je nach gewähltem Material) aufgebaut werden kann. Volumenkörper werden aus Kosten- und Zeitgründen nicht solide, sondern mit Füllstrukturen hergestellt. In Abhängigkeit von der Bauteilgeometrie sind Stützstrukturen erforderlich, die im Nachgang entfernt werden müssen. Heute wird FDM als industrielles Verfahren in vielen Industrien bereits für die Serienfertigung genutzt.
Robuste Bauteile für Hochleistungsanwendungen
Mit FDM können langfristig formstabile Bauteile mit einer hohen Steifigkeit kostengünstig hergestellt werden. Unbearbeitete Bauteile haben eine raue Oberfläche und lassen die einzelnen Baustufen erkennen, jedoch sind viele Arten der Nachbearbeitung wie beispielsweise Glätten, Lackieren oder Beschichten möglich. FDM erlaubt eine Mindestwandstärke von 1 mm und hat im Vergleich mit anderen 3D-Druck-Verfahren eine geringere Genauigkeit. Im Gegenzug steht dafür aber eine sehr breite Palette an verarbeitbaren Materialien bis hin zu Verbundmaterialien und Hochleistungskunststoffen für anspruchsvolle Anwendungen zur Verfügung. FDM eignet sich deshalb beispielsweise für die Herstellung von:
- Funktionskomponenten in Flugzeugen
- Produktionswerkzeugen in Automobilwerken
- Ersatzteilen für Eisenbahnen
Angebot einholen >
Ansprechpartner kontaktieren >
Weitere Verfahren, die Sie interessieren könnten:

Metal Coating
Clever: Mit unserer professionellen Galvanisierung verleihen Sie Ihren Bauteilen kostengünstig optische oder funktionale Zusatzeigenschaften.
Mehr erfahren >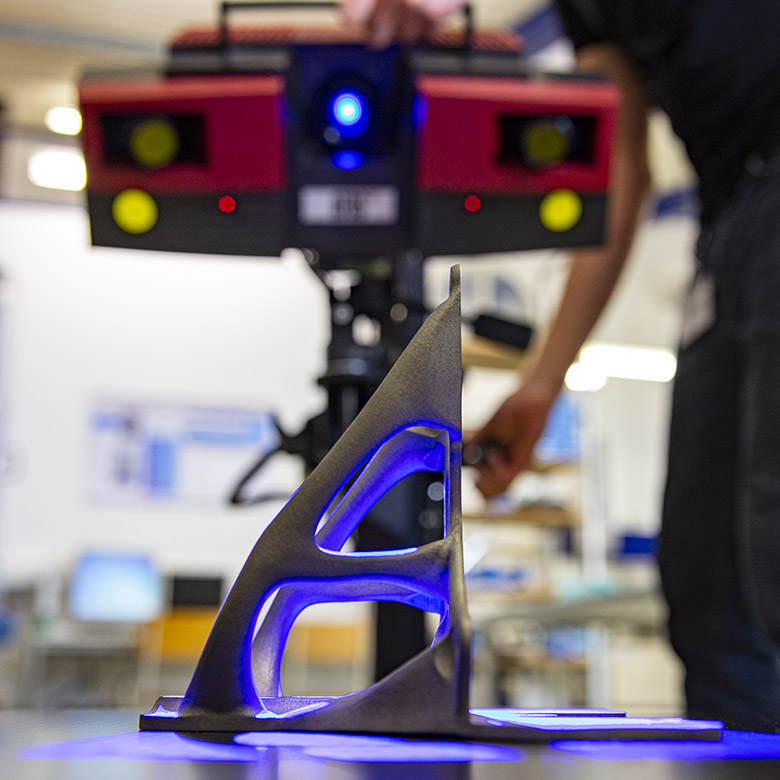
Optischer 3D-Scan
Sie möchten einen Nachweis über die tatsächliche Qualität Ihres Bauteils? Der optische 3D-Scan führt berührungslos und zerstörungsfrei eine exakte Form- und Maßanalyse des Bauteils durch.
Mehr erfahren >
Innovationsguide
Ihr unverzichtbares Kompendium rund um den 3D-Druck. Hier finden Sie alles zu den verschiedensten 3D-Druckverfahren, Veredelungsmöglichkeiten, Maschinendaten und Anwendungsbeispiele aus zahlreichen Branchen.
Jetzt downloaden >


