Mess- und Prüfverfahren
Auf Herz und Nieren: 14 Verfahren für den Mess- und Prüfprozess
Da uns die Qualität unserer additiv gefertigten Bauteile und Komponenten ganz entscheidend am Herzen liegt, verfügen wir über einen sehr umfangreichen Maßnahmenkatalog zur Überprüfung der verschiedensten Parameter. Hier die Übersicht über die bei uns alle in-house vorhandenen Mess- und Prüfverfahren, genauere Infos dazu finden Sie im Folgenden darunter.
Micro-CT-Scan

Bei der industriellen Computertomographie wird das eingelegte Bauteil durchstrahlt und dadurch werden Schnittbilder errechnet, die hochgenaue Darstellungen von Außen- und Innenkonturen erzeugen und zur Analyse des Bauteilinneren dienen. Das Objekt wird auf dem Manipulator in eine geeignete und feste Position gebracht oder zusätzlich befestigt. Nach dem Einlegen des Bauteils werden die Röhren- bzw. Detektorparameter in Abhängigkeit von Material, Wandstärke oder Geometrie eingestellt. In Sonderfällen wird nicht das komplette Bauteil, sondern nur ein vergrößerter Ausschnitt, die sogenannte ROI (Region of Interest), gescannt. Der Scanprozess erfolgt berührungslos und zerstörungsfrei. Jedes Objekt, jedes beliebige Material, unabhängig von der Nachbehandlungsmethode ist scannbar, sofern die maximale Wandstärke nicht überschritten wird und somit die Strahlen das Bauteil noch durchdringen können. Je nach Bauteilgröße und Wandstärke liefert der CT-Scanner in kurzer Zeit eine 2D-Projektion, die von einem Hochleistungsrechner in ein 3D-Volumen umgewandelt wird.
Bei hochleistungsfähigen Bauteilen mit hohen Herstell- und Nachbearbeitungskosten ist es dringend notwendig, zwischen den einzelnen Fertigungsschritten die Qualität des Bauteils zu prüfen. Im Normalfall wird dies von spezialisierten Messdienstleistern durchgeführt und bedingt eine Verzögerung von ein bis zwei Wochen oder erhöht die Prozesskosten. FIT verfügt über einen Micro-CT-Scanner, der nahtlos in den Qualitätssicherungsprozess integriert ist, so dass CT-Untersuchungen „on the fly“ durchgeführt und umfassende Untersuchungsergebnisse grafisch anschaulich dargestellt werden können. Das spart Zeit und Kosten.
Ein zweiter wichtiger Kostenfaktor sind die richtige Einstellung der Scanparameter sowie die Positionierung des Bauteils. Aufgrund des langjährigen Knowhows im Umgang mit CT-Messungen positionieren die Experten bei FIT das Bauteil im Messraum so, dass möglichst geringe Durchstrahlungslängen und somit möglichst niedrige Kosten erzeugt werden
Angebot einholen >
Ansprechpartner kontaktieren >
Optischer 3D-Scan
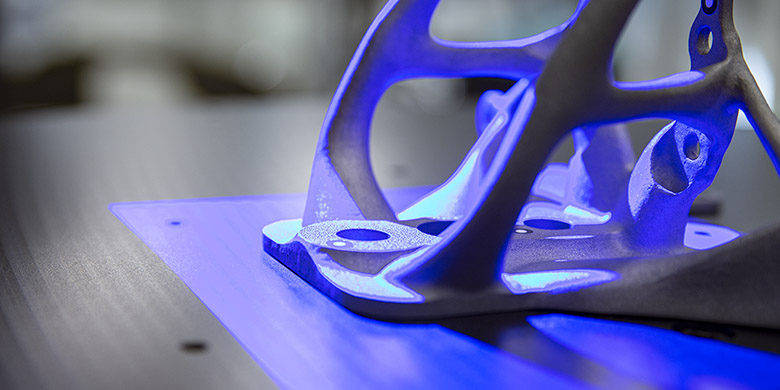
Ein optischer 3D-Scan wird verwendet, um eine exakte Form- und Maßanalyse eines Bauteils berührungslos vorzunehmen. Zur Vorbereitung wird die Bauteiloberfläche mit einem speziellen Spray eingesprüht und Klebepunkte auf dem Objekt angebracht, damit ausreichende Messpunkte auch bei reflektierenden Oberflächen und hinterschneidungsbehafteten Objekten vorhanden sind. Anschließend werden präzise Streifen-muster auf die Objektoberfläche projiziert und von zwei Kameras nach dem Stereokameraprinzip erfasst. Da die Strahlengänge beider Kameras und des Projektors durch die Kalibrierung vorab bekannt sind, lassen sich bis zu 2x16 Mio. Koordinatenpunkte aus den drei unterschiedlichen Strahlenschnitten exakt berechnen. Das Ergebnis sind voll-ständige Messdaten ohne Löcher oder fehlerhafte Punkte. Die Projektionseinheit des Triple Scans basiert auf der Blue Light Technology. Der Sensor arbeitet mit schmalbandigem blauen Licht, sodass störendes Umgebungslicht bei der Bildaufnahme ausgefiltert werden kann. Dank einer leistungsstarken Lichtquelle werden so kurze Messzeiten erreicht.
Angebot einholen >
Ansprechpartner kontaktieren >
Taktile 3D-Koordinatenmessung
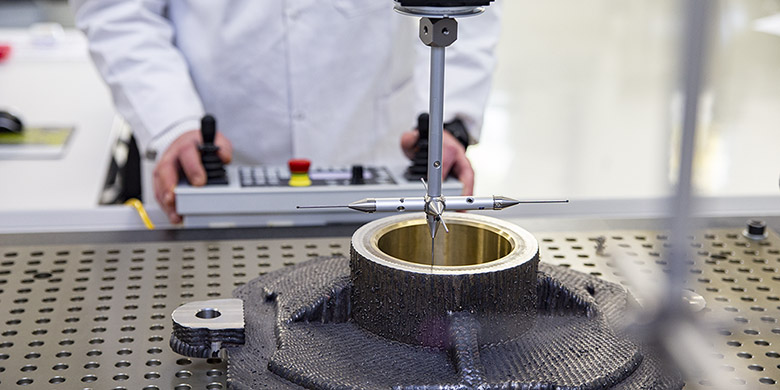
Bei einer taktilen 3D-Messung wird die Bauteiloberfläche mit präzisen Messtastern eines Messsystems punktuell aufgenommen. Damit werden verschiedene Geometrieelemente wie Lochabstände, Bohrungsdurchmesser, Tiefenmaße oder Winkel eines Werkstückes bestimmt. Die Messtaster sind mit Rubinspitzen ausgestattet und werden, abhängig von der Messaufgabe oder Kundenvorgabe, vom Messarm des Systems automatisch ausgetauscht, was den Messprozess deutlich beschleunigt. Über die Hauptachsen in x/y/z-Richtung können Messwerte unabhängig von Form und Geometrie unter erneuter Zeitersparnis ermittelt werden. In kürzester Zeit können Toleranzüberschreitungen festgestellt werden.
Angebot einholen >
Ansprechpartner kontaktieren >
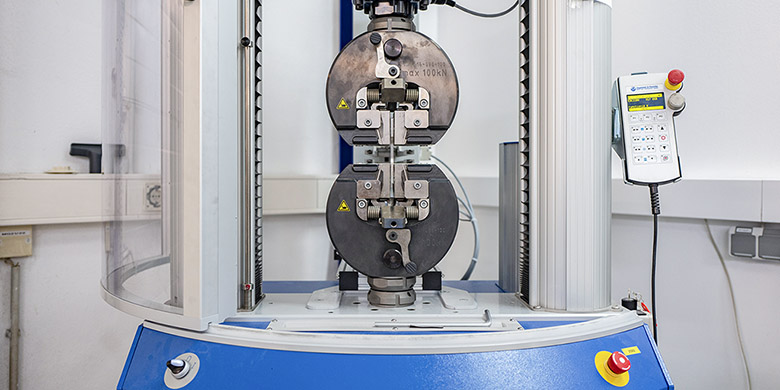
Universalprüfverfahren

Bei Zug- und Druckprüfungen mit einer statischen Universalprüfmaschine (Typ: Inspect Table von H&P) sind verschiedene Prüfmethoden möglich. In Abhängigkeit des Prüfverfahrens wird ein normgerechter Prüfkörper gefertigt.
Beim 3-Punkt-Biegeversuch wird der Prüfkörper auf zwei festinstallierte Auflagen positioniert und von einem dritten Auflagepunkt von oben bis zum Versagen des Werkstoffes belastet.
Beim Druckversuch werden die Auflagehalterungen entfernt und der Normprüfkörper liegt flächig auf einer planen Platte. Eine zweite plane Platte übt von oben Druck auf den Körper aus, bis der Körper bei zu hoher Belastung zerspringt. Beim statischen und dynamischen Zugversuch wird der Prüfkörper an beiden Enden zwischen zwei speziell für die Form des Zugstabes angepassten Platten eingespannt, und in zwei entgegengesetzte Richtungen wird Kraft ausgeübt. Beim dynamischen Zugversuch wird der Zugversuch nur bis zu einem bestimmten Punkt ausgeführt und danach mehrmalig wiederholt. Dadurch entstehen Risse im Werkstoff, die das Material ermüden lassen. Die Kennwerte beschreiben die Langlebigkeit eines Materials bei immer wieder auftretender Krafteinwirkung bis hin zum endgültigen Versagen. Beim statischen Zugversuch wird der Vorgang einmalig bis zum Materialbruch durchgeführt.
Simultan zu allen Versuchen zeichnet ein Graph den Spannungs- und Kraftverlauf bis zum Versagen des Werkstoffes auf, um die Kennwerte zu bestimmen.
Angebot einholen >
Ansprechpartner kontaktieren >
Hall-Durchflussmessung

Ein Hall-Flowmeter dient zur Analyse der Fließgeschwindigkeit eines bestimmten Materials. Genau 50 g eines Materials werden abgewogen und in einen Zylinder, der sich in einer Vorrichtung befindet, abgefüllt. Danach wird die Zeit gestoppt, die das Material benötigt, um durch eine genormte Öffnung in ein darunter liegendes Gefäß zu fließen. Die Fließgeschwindigkeit des Pulvers wird von der Größe, Verteilung und Oberflächentopographie der Körner beeinflusst.
Angebot einholen >
Ansprechpartner kontaktieren >
Härteprüfung
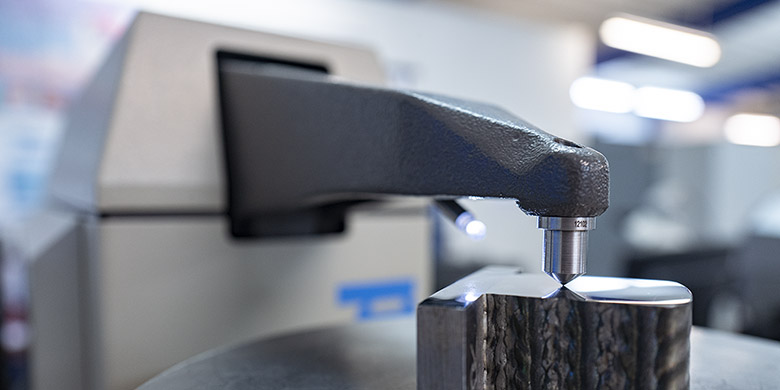
Beim Härtetest dringt eine Prüfspitze unter statischer Krafteinwirkung in einen Prüfkörper, vorwiegend aus Weichmetallen, ein. Dabei wird der Widerstand mittels der Eindringtiefe bzw. Eindrucksgröße einer Zylinderprüfspitze (nach Rockwell) oder einer Kugelprüfspitze (nach Brinell) gemessen. Am häufigsten wird dieses Tiefenmessverfahren am Ende einer Prozesskette zur Überprüfung der Endhärte eingesetzt.
Angebot einholen >
Ansprechpartner kontaktieren >
Elementanalyse
Mit dieser zerstörungsfreien Methode kann die Elementzusammensetzung von verschiedenen Rohstoffen bestimmt werden. Beim Eintreten von Röntgenstrahlen in einen Prüfkörper werden charakteristische Strahlen zurückgesendet, aufgefangen und je nach Art der Strahlung den Elementen zugeordnet. Da bei additiven Fertigungsverfahren hauptsächlich Legierungen verwendet werden, ist diese Analyse zur Bestimmung der Zusammensetzung aller zu verarbeitenden oder intern entwickelten Stoffe Bestandteil einer zuverlässigen Qualitätskontrolle.
Angebot einholen >
Ansprechpartner kontaktieren >
Lichtmikroskop
Bei der Prüfung durch ein Lichtmikroskop wird die Prüfprobe unter einer LED-Kaltlichtquelle untersucht und dadurch werden Poren, Risse oder andere Defekte der untersuchten Oberfläche sichtbar. Dafür wird der zu prüfende Gegenstand in schnell härtendes Harz eingebettet und die Oberfläche mit einer Schleif- und Poliermaschine glatt poliert.
Angebot einholen >
Ansprechpartner kontaktieren >
Rauheitsmessung
Bei der Rauheitsmessung mit einem Perthometer wird eine spitze Nadel auf die Oberfläche des Prüfkörpers gelegt und eine genormte Strecke auf der Oberfläche des Körpers abgefahren. Aus dem übermittelten Oberflächenrauheitsprofil werden Durchschnittswerte für das Messergebnis errechnet.
Angebot einholen >
Ansprechpartner kontaktieren >
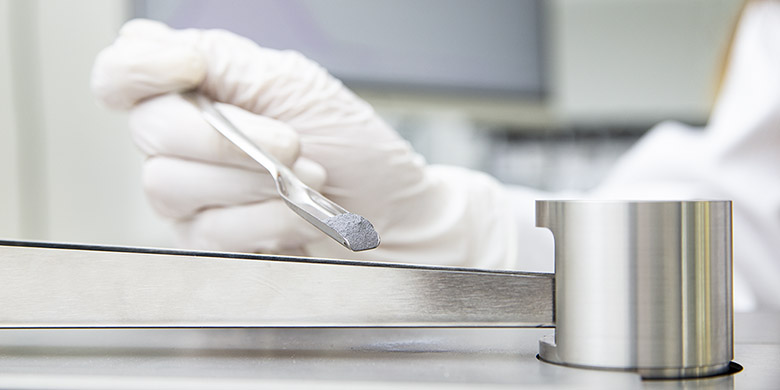
2D-Höhenmessung

Bei einer 2D-Höhenmessung lassen sich sehr schnell präzise Messungen der Bauteilaußenkonturen (max. Höhe 600 mm) ermitteln und aufgrund der hohen Wiederholgenauigkeit überprüfen. Ein Prüfarm mit einer kugelförmigen Prüfspitze befindet sich an einem statischen, höhenverstellbaren Messturm. Das Bauteil wird so positioniert, dass die Prüfspitze mit dem integrierten dynamischen Tastsystem bei der Messfahrt auf die gewünschte Oberfläche trifft und diesen Messpunkt ermittelt. Danach wird dies bei einem zweiten Messpunkt wiederholt und ein Messwert ermittelt.
Angebot einholen >
Ansprechpartner kontaktieren >
Optisches Profilometer
Bei einer Oberflächenmessung mit einem Mikroskop wird ein Streifenmuster aus zwei Lichtquellen auf das Bauteil (max. 200 × 100 × 10 mm) projiziert. Erhebungen bzw. Einbuchtungen auf der Oberfläche des Messobjektes führen dazu, dass die Lichtstreifen verzerrt werden und anhand ihrer Reflektion die Form des Objektes bestimmt wird. In der daraus folgenden 3D-Darstellung können sehr präzise (Höhe: ±3 μm; Breite: ±2 μm) die Linien- und Oberflächenrauheit bestimmt werden.
Angebot einholen >
Ansprechpartner kontaktieren >
Analysewaage

Um die Dichte eines Körpers zu ermitteln, wird bei der Analysewaage nach dem Archimedischen Prinzip vorgegangen. Dafür wird ein Dichtewürfel (max. 220 g) auf einer hochpräzisen Waage sowie in einem flüssigen Medium gewogen und die Differenz der beiden Wiegeergebnisse wird ermittelt. Dieses Verfahren dient dazu, auf schnelle und einfache Weise das Volumen bzw. die Dichte des Prüfkörpers zu ermitteln.
Angebot einholen >
Ansprechpartner kontaktieren >
Strahlqualitätsmessung
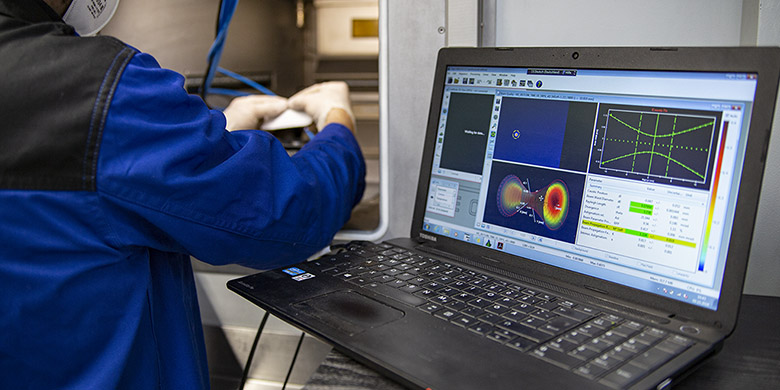
Bei der Strahlqualitätsmessung wird der Querschnitt des Laserstrahls (beim Laserschmelzen) an einer bestimmten Stelle vermessen, um dadurch die Laserleistung und Fokussierbarkeit zu bestimmen. Daraus erschließt sich, dass die Laserstrahlintensität zum Rand abnimmt. In der technischen Optik wird das als Kaustik bezeichnet. Diese Erkenntnisse sind wichtig bei der Einrichtung und Optimierung von Maschine und Parametern.
Angebot einholen >
Ansprechpartner kontaktieren >
Pulveranalyse
Genaue und schnelle Analysen von Korngröße oder Kornform sind wichtig, um die Qualität von additiv gefertigten Bauteilen zu steigern. Mittels einer schwingenden Förderrinne wird das Pulver in das Messgerät transportiert. Dort wird durch einen Luftstrahl vor einem Zwei-Kamera-System eine Staubwolke erzeugt und Bilder werden übermittelt. Die Bildanalyse liefert Erkenntnisse über die Pulverpartikel, die in einem Größenbereich von 0,8 μm bis zu mehreren Millimetern liegen können. Bei FIT wird das Verfahren zusätzlich bei der Wareneingangskontrolle und Maschinenüberwachung eingesetzt.
Angebot einholen >
Ansprechpartner kontaktieren >
Weitere Links, die Sie interessieren könnten:
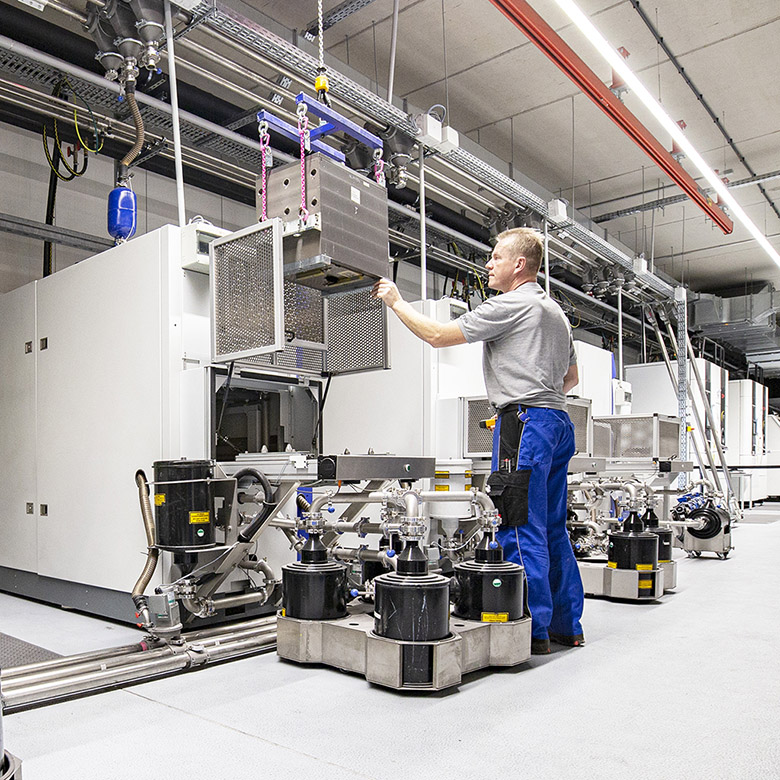
Laserschmelzen
Das leistungsfähigste Verfahren für die Herstellung von Serienprodukten aus Metall.
Mehr erfahren >
Selektives Lasersintern
Das wirtschaftlichste Verfahren für die Fertigung von Prototypen aus Kunststoff.
Mehr erfahren >
Innovationsguide
Ihr unverzichtbares Kompendium rund um den 3D-Druck. Hier finden Sie alles zu den verschiedensten 3D-Druckverfahren, Veredelungsmöglichkeiten, Maschinendaten und Anwendungsbeispiele aus zahlreichen Branchen.
Jetzt downloaden >


